
FA電気設計において、機械や設備を自動で動かすためには「PLC(プログラマブルロジックコントローラー)」という部品を使用します。本記事ではPLCの仕組みや用途について解説します。
PLC(シーケンサー)とは?
PLCは機械を動かす「脳」のようなものです。正式には「プログラマブルロジックコントローラー」又は「シーケンサー」と呼ばれ、機械を構想通りに動かす為にパソコンのソフトウェアでプログラムを作成し、インストールして使用する機器です。
用途
PLCは工場の中でも非常に多くの場所で使われています。
自動車工場の組み立てラインではPLC制御によりロボットが車の部品を取り付けたり溶接をしたりします。
また食品工場でも、PLCは食品を製造する機械や袋詰めする機械の動きを制御します。
その他、PLCは様々な業界において幅広い用途で使われています。
必要性
PLCはFA電気設計において欠かせない機器です。設計や配線作業上、圧倒的に効率的であるからです。
以前は機械を動かすために大量のリレー(コイルに通電することで接点がONする部品)を使っていました。
しかしリレーだけで機械を制御するのは非常に複雑な上、変更や修理も配線変更が必要で大変な作業でした。PLCであればプログラムを簡単に書き換えることで機械の動きを変更できるため、より効率的に作業を行うことが出来ます。
仕組み
PLCはいくつかのユニットで構成されていて、基本的なユニットとして以下のものがあります。
- 電源ユニット:電源が供給されると共に、各ユニットに必要な電源を供給します。
- CPUユニット:PLCの頭脳部分で、内部メモリーにプログラムが書き込まれます。
- 入力ユニット:スイッチやセンサ等の信号が入力されます。
- 出力ユニット:入力された信号や、プログラムによる内部演算による結果でランプを点灯させたり、モーターを回転させる等の信号を出力します。
これらのユニットがひとつに集約されたパッケージタイプのPLCもあります。
PLC周辺回路について
PLCを使用する為には当然ですが配線接続が必要です。下記回路のように接続することで簡単な動きを実現出来ます。

- 供給電源の接続
AC100VやAC200V、DC24Vを接続することもあります。PLCの電気仕様を確認して下さい。 - 入力側COMの接続
入力COM端子は主に+24Vに接続します。(0Vの場合もあります) - 入力アドレスへの接続
入力COM端子に+24Vが接続されている場合、入力アドレス端子にはスイッチやセンサを介して0Vが接続されるように設計します。 - 出力側COMの接続
出力COM端子には主に0Vを接続します。(24Vの場合もあります) - 出力アドレスへの接続
出力COM端子に0Vが接続されている場合、出力アドレス端子には負荷のマイナス側を接続し、負荷のプラス側を+24Vに接続します。
この回路ではスイッチをONすると入力00がONし、プログラムのにより出力100がONするとリレーがONになります。
プログラム(ラダープログラム)について
回路が決定したら次はプログラムの作成が必要です。作成は各PLCメーカーが扱うラダーソフトを購入して行います。
個人的にはキーエンス製のラダー作成ソフト「kV STUDIO」が使いやすくてオススメです。プログラム作成の際に必要な操作は簡単ですので初心者でも特に心配は要りません。
プログラムと聞くと難しいイメージもありますが、PLCのプログラムはそれほど難しくありません。特別なプログラム知識がなくても直感的に機械の動きを制御出来る為、あまり経験のない技術者でも基本的なプログラムは簡単に習得出来ます。
PLCプログラムは見た目がはしごのように見えるため、ラダープログラムやラダー図と呼ばれています。上から下に向かって信号が流れるように動作し、スイッチやセンサーの状態に応じて動かす機器(例えばモーターやランプ)を決めるというシンプルな構造です。
実際のラダープログラム例
ラダープログラムについて簡単に説明します。
入力用のa接点(NO)、b接点(NC)に出力用のOUTを使用します。



入力と出力の関係
基本的に出力以前の入力がつながることでOUTがONする構造になっています。
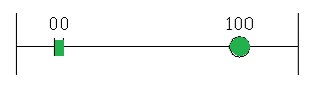
下記の場合、入力00がONするとOUT100がONする単純なラダープログラムになります。入力00がOFFするとOUT100はOFFします。

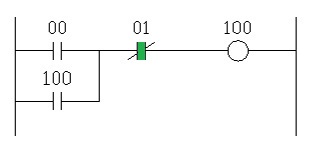
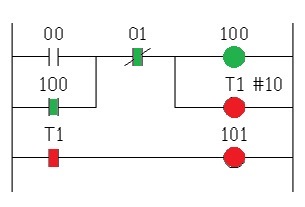
自己保持回路
入力00がONするとOUT100がONしますが、OUT100の接点がONすることで、入力00がOFFしてもOUT100のON状態が継続します。入力01はb接点で、通常時接点ON、入力がONすると接点がOFFとなります。OUT100がON状態で入力01がONするとOUT100はOFFとなります。
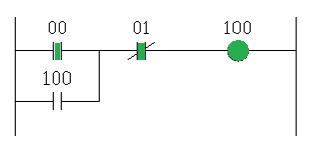


OUT100がON継続
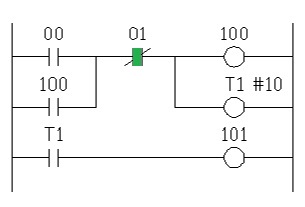
タイマーによる遅延動作
入力00がONしてOUT100がONとなった後、T1(タイマー)が1秒後(#10=10×0.1秒)にONとなり、OUT101がONします。つまり入力00がONするとOUT100がONし、1秒後にOUT101がONするという動作になります。そして入力01がONすることでOUT100及びOUT101がOFFします。
以上が簡易的なラダープログラムの例です。プログラムはシンプルですが、自己保持回路とタイマー回路を組み合わせるだけでもそれなりの動作を実現することが出来ます。
勿論これだけではないですが、ラダープログラム作成の第一歩ととらえて頂ければと思います。
まとめ
この記事ではFA電気設計に欠かせないPLCについて、その基本と役割、簡単なラダー回路について解説しました。
次のステップはFA電気設計における安全機器や回路について解説します。
下記の記事が参考になれば幸いです。それでは!


